Blog | Reading Time 8 minutes
Inside a yeast plant: producing quality live yeast for animal nutrition

If the commercial production of baker’s yeast goes back as far as the end of the 19th Century, the production of carefully selected yeast strains, as used for animal nutrition purposes is much more recent and based on technological and industrial advances. Optimal yeast production could be compared to the optimal production of livestock animals. Natural and genetic selection, fine-tuned nutrition and growing environment all play critical roles in order to get the organism that is intended.
From a single vial of a pure culture to a packaged feed additive, here is the story of live yeast production inside one of Lallemand’s yeast plant.
About yeast
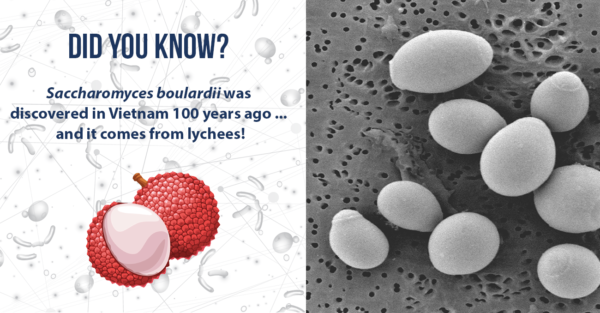
Yeast is one of the most used microorganisms in the food industry due to its exceptional fermentative capacity.
But not all yeasts are equal: There are thousands of different yeast strains in nature, each with its own genetic and metabolic characteristics. These characteristics will impact the properties and activity of the end-product. Hence, each strain used for a specific application in animal feed is carefully selected for its desired outcome, registered, and preciously maintained in a cell culture collection.
Moreover, each yeast strain has its specific optimal growth requirements and the production process is adjusted accordingly. Strict quality control is implemented at every stage from the cell bank that is used to start production to the logistics platform. This ensures the quality, safety and consistency of the products for all customers and end-users.
Yeast fermentation
The overall process is depicted in Figure 1. Most yeast produced at Lallemand Animal Nutrition belong to the Saccharomyces cerevisiae species. They are both anaerobic and aerobic. For industrial biomass production, all fermentation steps are carried out under aerobic conditions in order to ensure optimal biomass growth.
Multiplication is scaled-up stepwise: from a few milliliters of a pure culture of the desired strain (kept at -80°C), to an industrial fermenter that can reach a few hundred m3 (steps 1-4).
The main challenges of yeast production are to ensure proper yields and outputs (live biomass) and optimal performance (metabolic activity) of the end-product for users, while preventing the presence of contaminating microbes.
These objectives can be accomplished thanks to meticulously controlled conditions and tight quality control along the process. In particular, all physico-chemical parameters such as medium composition, temperature, pH, nutrients concentration and agitation are strictly controlled during the whole process.
These parameters are determinant for the product’s final activity and efficacy, and each yeast strain has its own optimal conditions. Hence, for each strain these conditions have been carefully determined at lab and pilot scales before industrialization.
Strain screening & selection process
Yeast producers profile and select specific strains based upon their function and the specific outcome that is desired (e.g. benefits on digestive microflora of certain animal species).
This screening is complex, time consuming and requires strict selection procedures to obtain strain purity.
For example, the selection of ruminant specific yeast strain S. cerevisiae CNCM I-1077, performed at INRAE, was based on a set of desired functional traits.
This single strain was selected among thousands of yeast strains through a stepwise screening process based on genetic and functional analysis for its ability to improve rumen function and microbiota balance.
The final candidate has then been deposited at the Pasteur Institute under a unique registration number (I-CNCM 1077), and its uniqueness is verified by its DNA profile.
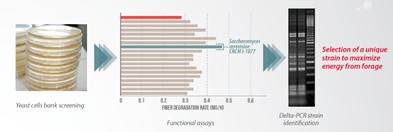
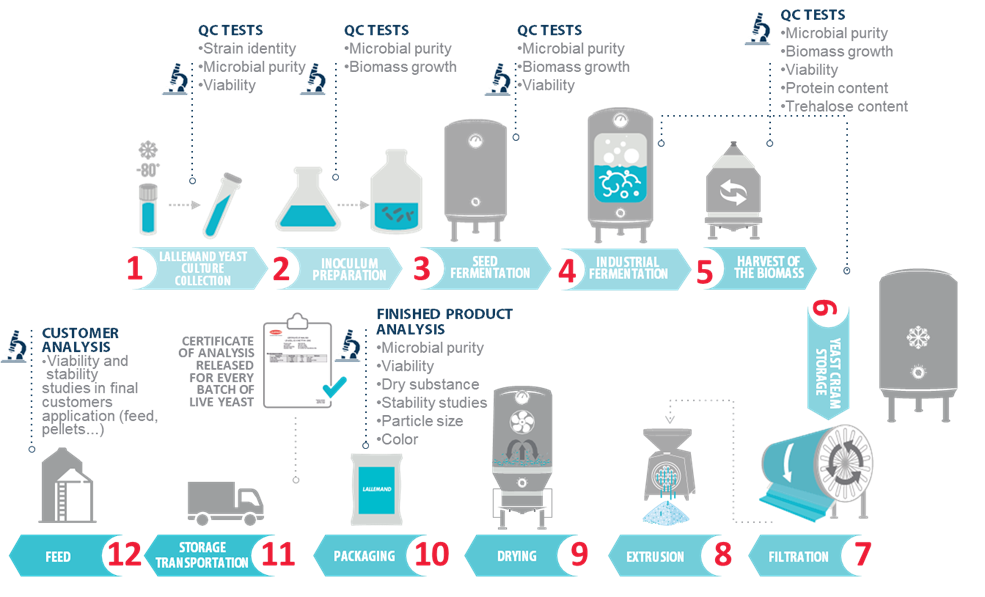
Figure 1: Live yeast production process and QC tests.
Harvest and further processing

Live pressed yeast (close-up on filtration)
At the end of the fermentation (propagation) step (4), the resulting biomass of cells is harvested. This is done by centrifugation (5) to separate the cells from the media. Cells can be washed to remove any remaining media and finally collected as a yeast cream (18 – 20 % dry weight). The yeast cream is stored at < 5°C until further processing. From there, the process differs according to the desired yeast product (live yeast or yeast derivatives).
When producing live yeast, the yeast cream is sent to a rotary vacuum filter to remove further moisture and obtain a pressed yeast (30 – 32 % dry weight). (7- Figure 2). Pressed yeast is extruded to form vermicelli (8) which are thoroughly dried (9).

Vermicelli
Different processing can apply, for example in the case of TITAN protection. This patented technology enables the probiotic yeast to survive the harsh conditions of feed processing such as pelleting (heat, pressure, humidity) but also the chemical interactions with other aggressive ingredients and minerals. In this case, fermentation and drying conditions have been adapted and the active dry yeast undergoes a specific drying process before being microencapsulated.

Figure 2: Yeast filtration (Lallemand yeast plant, Montreal, CAN)
Packaging
Packaging is done under strict conditions using appropriate packaging material. Tight control of temperature, O2 and humidity during packaging ensures product stability and activity. Packaging material is also important as they have varying levels of oxygen and moisture permeability. For example, live yeast products are packaged in oxygen and humidity impermeable laminates.
Ensuring quality and safety all the way
Throughout the whole process, about 20 quality tests are performed, ensuring purity, viability and identity of the yeast strain in the final product, as well as batch-to-batch consistency (Figure 1). A certificate of analysis is released for every batch of live yeast produced by Lallemand.
Moreover, quality control does not stop at the plant gate. Lallemand quality team also conducts regular customer products analysis to ensure the live yeast they purchase remains viable and active in its final application, such as feed, premixes, pellets and more.
Lallemand Quality Assurance System
All Lallemand Animal Nutrition production sites and suppliers operate under the FAMI-QS or equivalent certification system, which includes:
- GMP (good manufacturing practices)
- HACCP (hazard analysis and critical control points)
- FFFD (feed fraud vulnerability and feed defense)
This certification is the object of annual audits and renewed every three years.
It ensures compliance with EU Feed Hygiene Regulation (183/2005/EC), US FDA FSMA and most country requirements in terms of Quality and Safety Certification. These rigorous quality assurance procedures safeguard that final products are safe, of the highest quality, and compliant to customers’ requirements.
Finally, in order to ensure continuous improvement of its products’ safety, quality and efficacy, Lallemand group operates a centralized complaint system. Feedback from customers is vital in this process and so all complaint information is communicated via this system to the facilities involved as well as to senior management from the business unit and the corporate Lallemand Group, from submission to complaint resolution.
To know more about the methods used for QC tests
Strain identity
Each microbial strain is unique. Strain identity is checked at various steps along the process thanks to genetic identification techniques. DNA extraction from the biomass and polymerase chain reaction (PCR) compared to the control strain is our standard genetic identification test to confirm that the correct strain was propagated and that the yeast is free of mutations.
Microbial purity
Microbial purity control includes the detection of:
- Pathogens: Enterobacteria, Salmonella, and coli. Compliance is guaranteed on the certificate of analysis issued for each batch.
- Hygiene indicators: Foreign yeast and molds and total aerobic bacteria count.
Viability: The CFU method
CFU stands for colony forming unit. It is the standard used by microbiologists to measure the number of microorganisms able to grow and multiply in a sample, using the plate count method. The sample to assess is diluted and spread onto an agar plate. After incubation, the number of microbial colonies that have formed on the plate provides a direct count of microorganisms able to multiply. Each colony is a visible aggregate of microorganisms derived from a single live yeast cell.
The number in the original sample can be calculated according to the dilution and volume used, and is usually expressed in CFU/mL or CFU/g.
Conclusion
Lallemand has mastered the art of fermentation during its 100+ years of experience in yeast and bacteria production across a broad range of markets, starting from baking over a century ago to expand to very specific applications in food, beverage, health and animal nutrition. As a primary producer of microorganisms, the company has a full control over the production process from the lab to packaging. This control helps ensure the quality, safety and consistency of the yeast products for all customers and end-users. But quality does not stop at the plant and Lallemand customer analysis service ensures the optimal application of the live yeast products for its customers.
Published Mar 12, 2023 | Updated Jun 13, 2023
Related articles
Need specific information?
Talk to an expert